Machine Vision Solution
See More. Detect Faster. Decide Smarter.
Machine vision helps industrial systems “see” and understand visual
information automatically.
What is Machine Vision?
Machine vision is a technology that allows machines to capture and analyze images in real time.
Instead of relying only on manual inspection, machine vision systems use cameras and software to check whether a product, label, barcode, or component meets the required standard.

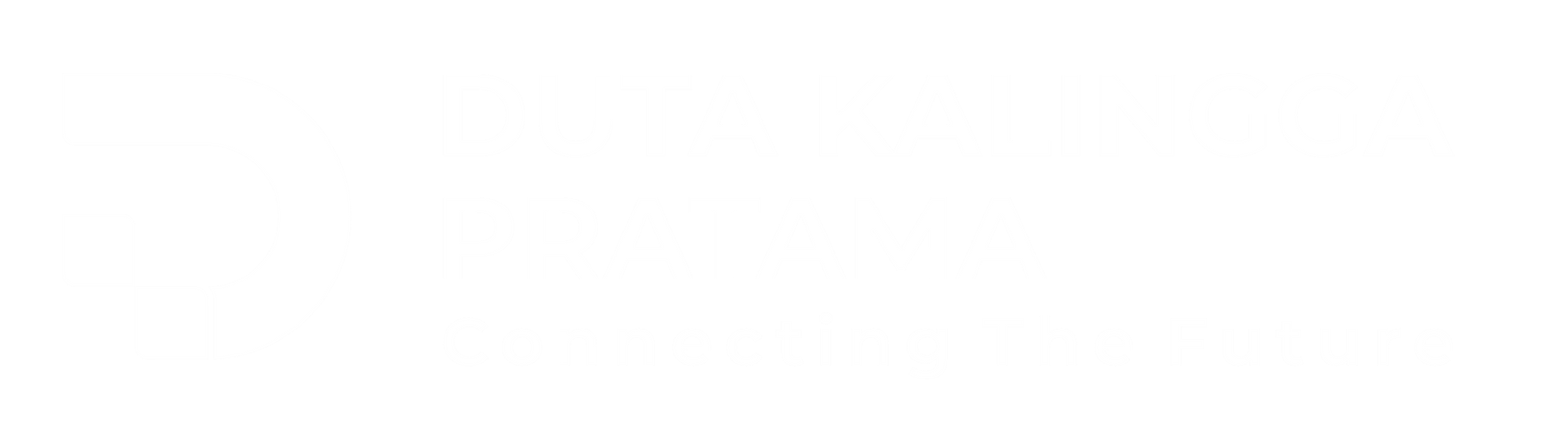
How Machine Vision Works
A basic machine vision system usually includes:
- Camera
Captures images of products, objects, labels, or production areas.
- Lighting
Helps the camera capture clear and consistent images.
- Lens
Focuses on the object to ensure accurate image capture.
- Image Processing Software
Analyzes the image and identifies patterns, defects, codes, or measurements.
- System Integration
Connects the inspection result to machines, PLC, production systems, or databases.
What Machine Vision Can Do
Machine vision can support many industrial inspection needs, such as:



Why Machine Vision Matters
Manual inspection can be inconsistent, especially in high-speed production environments.
Machine vision helps companies improve:
- Quality Control
Consistent inspection results with reduced human error.
- Production Efficiency
Faster inspection without slowing down operations.
- Traceability
Capture visual data and inspection results for better tracking.
- Operational Accuracy
Detect issues earlier before they become bigger production problems.
Where Machine Vision Is Used
Machine vision is widely used across industries that require consistent inspection, accurate data capture, and reliable quality control.

Manufacturing
In manufacturing, machine vision helps ensure that every product meets the required quality standard before moving to the next process.
It can be used for component verification, defect detection, shape inspection, assembly checking, barcode reading, and production line monitoring.
Common applications:
- Product quality inspection
- Component presence checking
- Defect and surface inspection
- Barcode and serial number verification
- Automated pass/fail inspection

Logistics & Warehousing
In logistics and warehousing, machine vision helps improve visibility, sorting accuracy, and tracking efficiency.
It can automatically read codes, identify packages, and support faster inbound, outbound, and sorting processes.
Common applications:
- Barcode and label reading
- Package identification
- Sorting and routing verification
- Tracking and traceability
- Inbound and outbound process validation
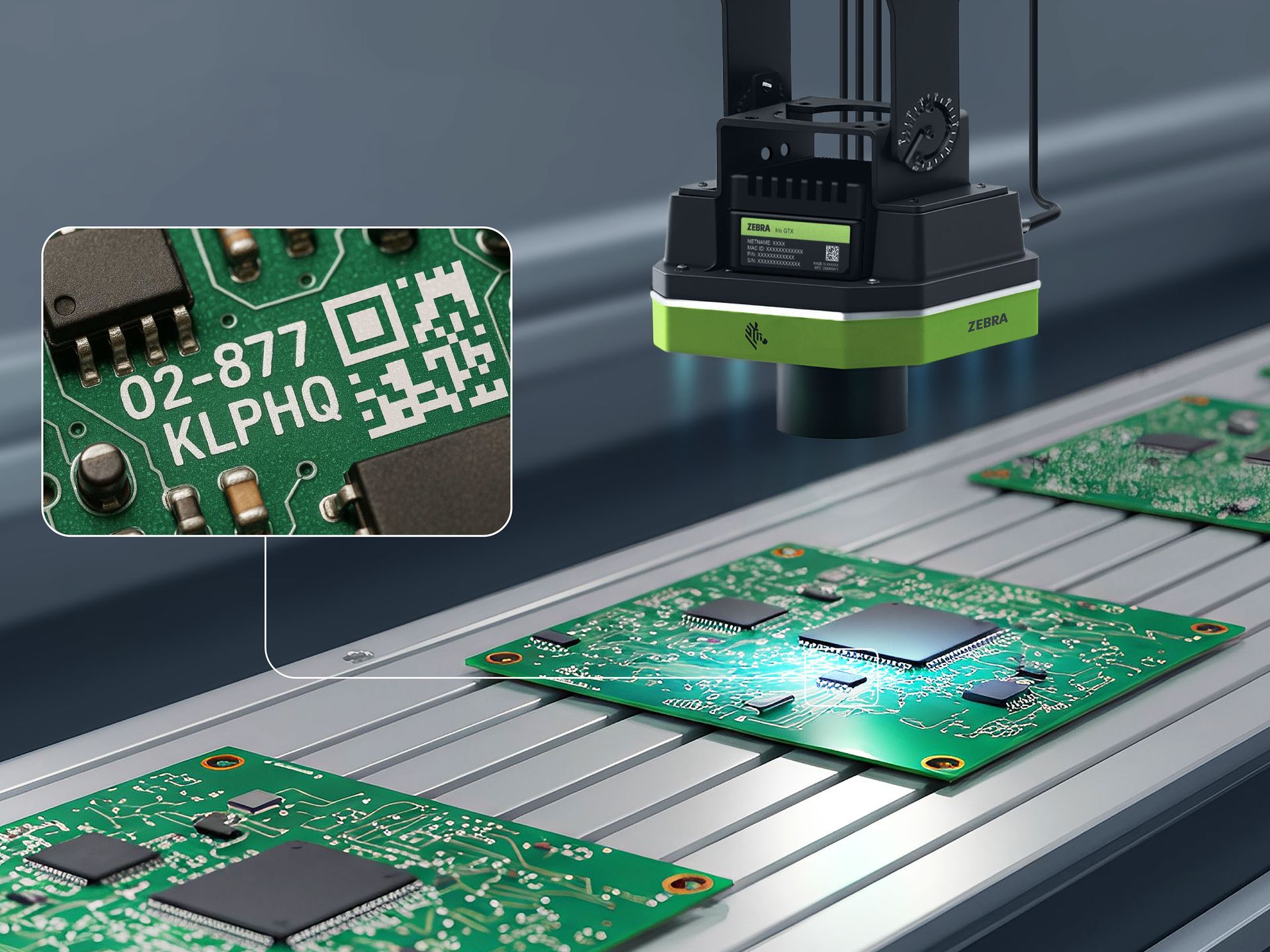
Electronics
Electronics manufacturing requires high precision because components are often small and complex.
Machine vision helps inspect parts, alignment, assembly quality, and printed markings with consistent accuracy.
Common applications:
- PCB inspection
- Component placement verification
- Solder and connector inspection
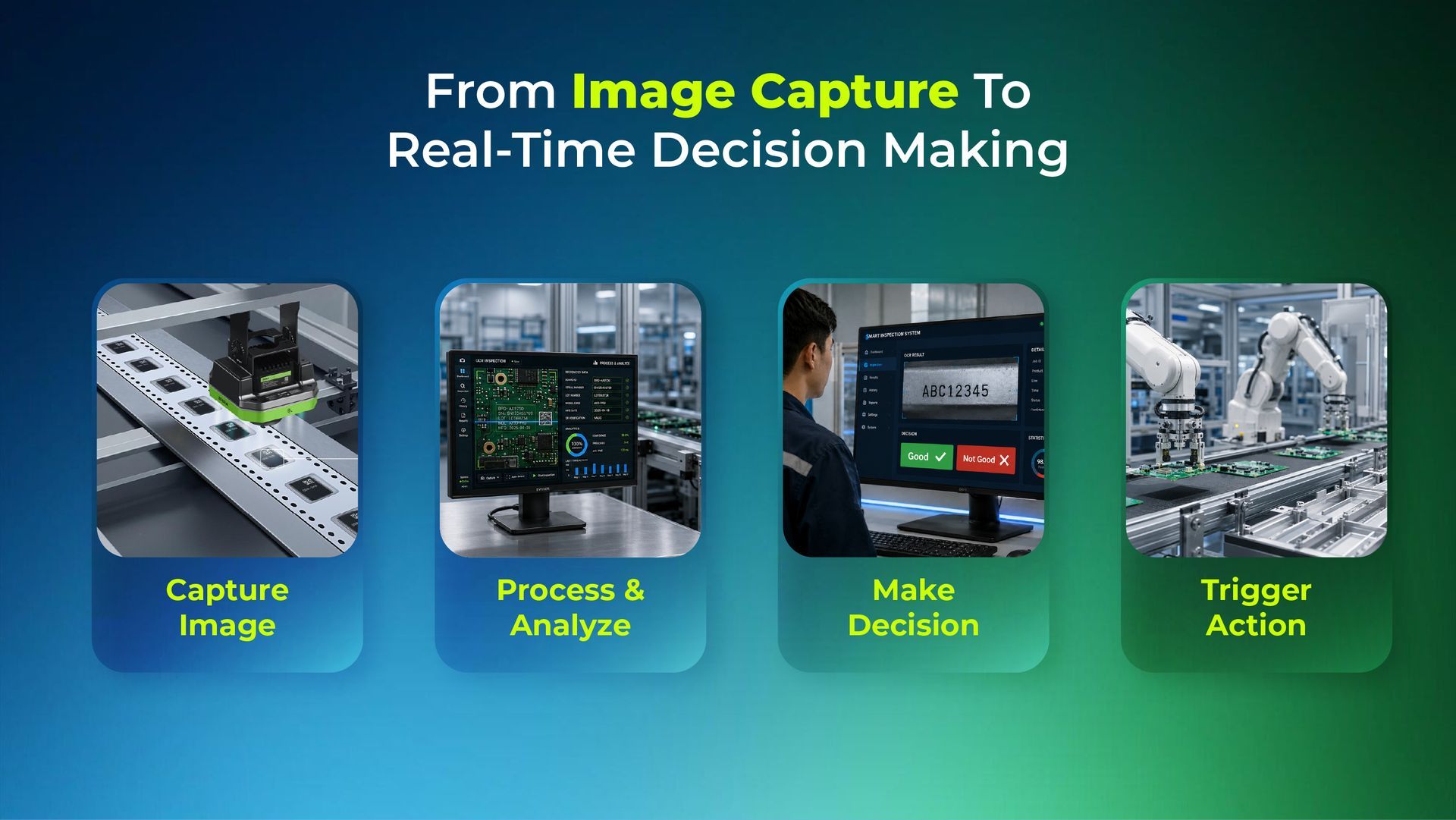
- OCR for serial numbers
- Assembly alignment checking

Automotive
Machine vision is widely used in automotive production to inspect parts, verify assembly steps, and detect surface defects.
It helps maintain consistent quality across high-volume production lines.
Common applications:
- Part identification and verification
- Surface defect detection
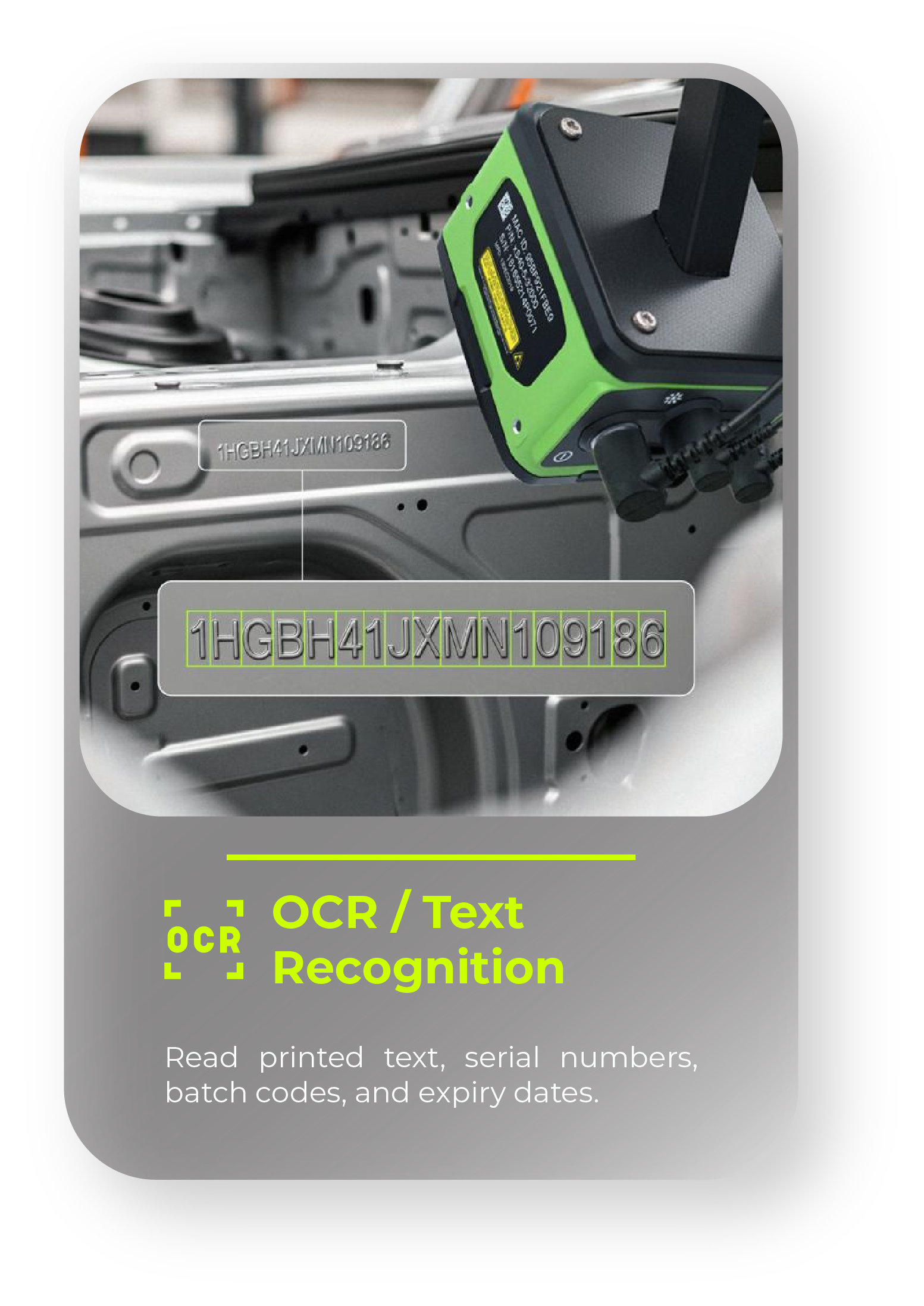
- Dimension and alignment inspection
- Assembly completeness checking
- Traceability code reading

Food & Beverage
Machine vision supports fast and hygienic inspection in food and beverage production lines.
It helps verify packaging, labels, expiry dates, fill levels, and product appearance without slowing down production.
Common applications:
- Expiry date and batch code reading
- Label position inspection
- Packaging completeness check
- Seal and cap inspection
- Fill level verification

Pharmaceutical
In pharmaceutical operations, accuracy and traceability are essential.
Machine vision helps inspect packaging, printed information, product presence, and labeling to support compliance and reduce risk.
Common applications:
- Batch code and expiry date verification
- Label and print inspection
- Blister pack inspection
- Pill or vial presence checking
- Packaging validation

Packaging
Packaging quality affects product safety, brand appearance, and customer trust.
Machine vision helps ensure that packaging is correct, complete, readable, and properly positioned.
Common applications:
- Barcode and QR code verification
- Print quality inspection
- Label placement checking
- Package orientation detection
- Missing item or component detection
Your Trusted Machine Vision System Integrator
We design and implement end-to-end Machine Vision systems, from initial assessment to full deployment.

Proven Use Cases
Real Implementations Delivering Measurable Operational Improvements


Product Recommendations
There are various product choices ranging from light duty to heavy duty levels ready to become a mainstay in the manufacturing segment.